|
|
| æW(w®£ng)’æ ◊Ìì ≤ª‰P‰ìæoπú˛ ü·Âɉ\æoπú˛ π§òI(y®®)æoπú˛ ∏flèä(qi®¢ng)∂»æoπú˛ ‚kΩæoπú˛ Õ®”√æoπú˛ ∑∫äW∫ÜΩÈ –¬¬ÑÑ”ëB(t®§i) ’\–≈ ‹¿Ì ŸY¡œœ¬›d ¬ì(li®¢n)œµŒ“ÇÉ ‘⁄æÄ…Ã≥« |
       |
|
∑∫äWÆa(ch®£n)∆∑∑÷Óê |
°° |
| °° |
Œ“ÇÉ∆ΩïrÀ˘–Ë“™ π”√µƒÉ»(n®®i)¡˘Ω«àA÷˘Ó^¬›À® «‘ı√¥…˙Æa(ch®£n)≥ˆÅ̵ƒƒÿ£ø÷ª”–∏„«Â≥˛À¸µƒ…˙Æa(ch®£n)‘O(sh®®)lj«Èõr∫Õ…˙Æa(ch®£n)π§Àá∫Û≤≈ƒ‹øÿ÷∆É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®Æa(ch®£n)∆∑µƒŸ|(zh®¨)¡øÜñÓ}°£Œ“ÇÉæÕÅÌ∑÷Œˆ“ªœ¬¬›À®÷˜“™µƒ…˙Æa(ch®£n)‘O(sh®®)lj”–ƒƒ–©°£ Œ“ÇÉœ»ÅÌø¥“ªèàÉ»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®µƒàD∆¨:
À˘”–¬›À®œµ¡–÷–£¨É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®µƒ…˙Æa(ch®£n)Îy∂»å¶‘O(sh®®)ljµƒ“™«Û «◊Ó∏flµƒ£¨Œ“ÇÉ胅œ√ʵƒàD÷–ø…“‘ø¥≥ˆ£¨À¸≤ªÉHÉH «–Ë“™å¢≤ƒ¡œ◊É–ŒµΩ“ªÇÄ∏¸¥÷µƒàA÷˘Ó^†ÓëB(t®§i)£¨flÄ–Ë“™Õ¨ïr‘⁄¿Ô√Ê¥Ú≥ˆ“ªÇÄÉ»(n®®i)¡˘Ω«µƒø◊Œª£¨fl@æÕ嶑O(sh®®)ljµƒá猪”–¡À“ª∂®µƒ“™«Û£¨≤ªÕ¨“é(gu®©)∏ÒµƒÉ»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®£¨–Ë“™≤ªÕ¨á猪µƒ‘O(sh®®)ljÅÌ∆•≈‰£¨∂¯«“≤ƒ¡œ≤ªÕ¨£¨‘O(sh®®)ljµƒπ¶¬ “≤≤ªÕ¨£¨»Áπ˚ «∫œΩ‰ì≤ƒ¡œ£¨æÕ–Ë“™‘O(sh®®)ljµƒπ¶¬ ∏¸∏fl“ª–©°£
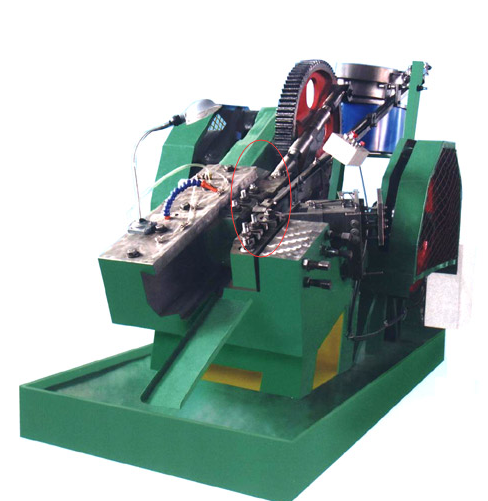
É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®‘⁄…˙Æa(ch®£n)«∞µƒ≤ƒ¡œ∆‰åç «‰ìèS≥ˆÅ̵ƒòÀ(bi®°o)ú (zh®≥n)æÄ≤ƒ£¨ «≤ª“‘÷±Ω”ƒ√µΩ…˙Æa(ch®£n)æÄ…˙Æa(ch®£n)µƒ£¨“ÚûȉìèS≥ˆÅ̵ƒæÄ≤ƒ≥fl¥Á≤¢≤ª «∞¥’’É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®æÄ≤ƒµƒ≥fl¥ÁÅÌ≥ˆÿõµƒ°£ ’µΩ≤ƒ¡œ∫Û£¨flÄ–Ë“™å¢≤ƒ¡œflM(j®¨n)––µ⁄“ª≤Ωµƒ¿≠ΩzÃé¿Ì£¨“≤æÕ «å¢æÄ≤ƒµƒ÷±èΩ¿≠≥……˙Æa(ch®£n)À˘–˵ƒ÷±èΩ£¨»ª∫Û÷ÿ–¬±P‘™°£À˘“‘¿≠Ωz‘O(sh®®)lj «…˙Æa(ch®£n)À˘–Ë“™µƒµ⁄“ª≈_‘O(sh®®)lj£¨±»»Á“™…˙Æa(ch®£n)M8µƒ¬›À®£¨ƒ«√¥≤ƒ¡œµƒæÄèΩæÕ“™”√¿≠Ωz‘O(sh®®)ljå¢≤ƒ¡œ÷±èΩ¿≠µΩ7∫¡√◊◊Û”“µƒò”◊”£¨Æî(d®°ng)»ªfl@ÇÄæflÛwæÄèΩ «”–á¯òÀ(bi®°o)“™«Ûµƒ£¨fl@¿Ô÷ª «◊ˆÇÄ æ¿˝£¨∆‰îµ(sh®¥)ì˛(j®¥)“™∏˘ì˛(j®¥)á¯òÀ(bi®°o)ÅÌ¿≠Ωz≥…–Õ°£ Æî(d®°ng)É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®≤ƒ¡œ¿≠∫√∫Û£¨æÕø…“‘ƒ√µΩ…˙Æa(ch®£n)æÄ…œ…˙Æa(ch®£n)¡À°£∂¯É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®µƒµ⁄∂˛µ¿…˙Æa(ch®£n)¡˜≥ÃæÕ «¿‰∂’√´≈˜°£¿‰∂’ôC(j®©)埔⁄∂‡π•ŒªôC(j®©)£¨‘⁄…˙Æa(ch®£n)fl^≥Ã÷–£¨À¸µƒ¥ÚÓ^°¢õ_¢≥…–Õ°¢œ¬¡œΩÿ»∂º «“ªö‚∫«≥…£¨¿‰∂’ôC(j®©)µƒ∫√âƒ∫Õ¥Û–°£¨õQ∂®¡À É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®µƒŸ|(zh®¨)¡ø∫Õ…˙Æa(ch®£n)“é(gu®©)∏Ò∑∂á˙°£
Æî(d®°ng)É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®√´≈˜…˙Æa(ch®£n)ÕÍ≥…∫Û£¨æÕ÷ª £œ¬¬›ºyõ]”–º”π§¡À£¨æÕ–Ë“™flM(j®¨n)––µ⁄»˝µ¿…˙Æa(ch®£n)¡˜≥㨓≤æÕ «¥Í—¿°£É»(n®®i)¡˘Ω«¬›À®√´≈˜≥˝¡ÀÓ^≤øòÀ(bi®°o)ú (zh®≥n) «◊ˆ∫√µƒ£¨œ¬√ʵƒ¬›ºyóU≤ø÷ª «“ªÇÄàA÷˘Ûw£¨≤¢õ]”–¬›ºy≥…–Õ£¨À˘“‘“™flM(j®¨n)––¥ÍΩzÃé¿Ì°£¥ÍΩzÃé¿Ìµƒ‘O(sh®®)lj±»›^»›“◊¿ÌΩ‚£¨À¸ «”…◊Û”“∂˛âK—¿∞ƒ£æflå¶∑Q∞≤—b£¨÷–ÈgµƒÈgæ‡æÕ «¬›óUµƒ÷±èΩÀ˘–Ë≥fl¥Á£¨◊Û”“∂˛âK—¿∞‘⁄fl\(y®¥n)Ñ”fl^≥Ã÷–ï˛“ª…œ“ªœ¬µƒå¶∑Qfl\(y®¥n)Ñ”£¨Æî(d®°ng)¬›À®ÀÕ¡œµΩfl@ÇÄ—¿∞Â÷–Ègïr£¨æÕ–Œ≥…¡À“ªÇÄîDâ∫µƒfl\(y®¥n)Ñ”£¨»ª∫Û¬›ºyæÕÆa(ch®£n)…˙¡À°£ É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®ÀÕ¡œ «◊‘Ñ”ÕÍ≥…µƒ£¨îDâ∫“≤ «◊‘Ñ”ÕÍ»´£¨÷ª“™å¢‘O(sh®®)lj’{(di®§o)‘á“≤æÕƒ‹…˙Æa(ch®£n)£¨≥«–Ë»Àπ§ ÷Ñ”≤Ÿ◊˜£¨ Æ∑÷∑Ω±„£¨Æa(ch®£n)¡ø“≤∫‹∏fl°£
∆¥—¿ÕÍ≥…∫Û£¨æÕ «◊Ó∫Ûé◊µ¿…˙Æa(ch®£n)¡˜≥áÀ£¨fl@¿Ôø…“‘Ωy(t®Øng)“ª“é(gu®©)ªØ“ª∆ÅÌ’f√˜°£»Áπ˚”–√´¥Ã£¨É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®‘⁄…˙Æa(ch®£n)ÕÍ≥…∫Û£¨“™flM(j®¨n)––“ªÇÄ∫ÜÜŒµƒ√´¥ÃÃé¿Ì£¨»ª∫ÛæÕ ««Âœ¥ªÚ «±Ì√ÊÎäÂÉ£¨◊Ó∫Û «ôzúy∞¸—b∫Õ≥ˆÿõ¡À°£ª˘±æ…œ£¨ É»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®æÕ «fl@–©…˙Æa(ch®£n)¡˜≥𣠓ª≈_∫√µƒ‘O(sh®®)lj£¨º”…œ∫√µƒ≤ƒ¡œ“‘º∞∫œ∏Òµƒπ§»À≤Ÿ◊˜ÀÆ∆Ω£¨…˙≥ˆÅ̵ƒÉ»(n®®i)¡˘Ω«àA÷˘Ó^¬›À®µƒÉ»(n®®i)ø◊π‚ª¨üo√´¥Ã£¨◊‘”…π´≤Óøÿ÷∆µƒ∑«≥£æ´¥_£¨”√É»(n®®i)¡˘Ω«∞ ÷∞≤—bïr£¨ø…“‘∫‹øϵƒ∑≈»Îø◊É»(n®®i)£¨≤¢«““≤≤ª”√ì˙(d®°n)–ƒÀ¸¥Úª¨fiD(zhu®£n)»¶£¨À˘“‘Æa(ch®£n)∆∑µƒ∫√⃣¨∆‰åç‘⁄√´≈˜≥ˆÅ̵ƒƒ«“ªïrøÃæÕõQ∂®¡À£¨∂¯∫Û√ʵƒ¥Í—¿Ñt «¡Ì“ª≈_‘O(sh®®)lj–Ë“™øÿ÷∆µƒ ¬«È°£ |

| üoÂa∑∫äWæoπú˛”–œfiπ´Àæ∞Êô‡(qu®¢n)À˘”–
icplj∞∏:ÃKICPlj09004535Ãñ Îä‘í£∫0510-82446170 ǘ’Ê£∫0510-82446270 ‡]œ‰£∫168@f6170.com 123@f6170.com π´Àæµÿ÷∑£∫üoÂa –¡∫œ™Ö^(q®±)ø∆Ñì(chu®§ng)à@ï˛Œ˜¬∑30Ãñ-47#èS∑ø£®∑∫äWπ´À棩 |